
WHAT IS STAINLESS STEEL?
Stainless steel, also known as inox, corrosion-resistant steel (CRES) and rustless steel, is an alloy of iron that is resistant to rusting and corrosion. It contains iron with chromium and other elements such as molybdenum, carbon, nickel and nitrogen depending on its specific use and cost. Stainless steel’s resistance to corrosion results from the 10.5%, or more, chromium content which forms a passive film that can protect the material and self-heal in the presence of oxygen.
The alloy’s properties, such as luster and resistance to corrosion, are useful in many applications. Stainless steel can be rolled into sheets, plates, bars, wire, and tubing. These can be used in cookware, cutlery, surgical instruments, major appliances, vehicles, construction material in large buildings, industrial equipment (e.g., in paper mills, chemical plants, water treatment), and storage tanks and tankers for chemicals and food products.
The biological cleanability of stainless steel is superior to both aluminium and copper, and comparable to glass. Its cleanability, strength, and corrosion resistance have prompted the use of stainless steel in pharmaceutical and food processing plants. Different types of stainless steel are labeled with an AISI three-digit number. The ISO 15510 standard lists the chemical compositions of stainless steels of the specifications in existing ISO, ASTM, EN, JIS, and GB standards in a useful interchange table.
PROPERTIES OF STAINLESS STEEL
Corrosion Resistance
Although stainless steel does rust, this only affects the outer few layers of atoms, its chromium content shielding deeper layers from oxidation.
The addition of nitrogen also improves resistance to pitting corrosion and increases mechanical strength. Thus, there are numerous grades of stainless steel with varying chromium and molybdenum contents to suit the environment the alloy must endure. Corrosion resistance can be increased further by the following means:
-
- increasing chromium content to more than 11%
-
- adding nickel to at least 8%
-
- adding molybdenum (which also improves resistance to pitting corrosion)
Strength
The most common type of stainless steel, 304, has a tensile yield strength around 210 MPa (30,000 psi) in the annealed condition. It can be strengthened by cold working to a strength of 1,050 MPa (153,000 psi) in full-hard condition.
The strongest commonly available stainless steels are precipitation hardening alloys such as 17-4 PH and Custom 465. These can be heat treated to have tensile yield strengths up to 1,730 MPa (251,000 psi).
Melting Point
Stainless steel is a steel, and as such its melting point is near that of ordinary steel, and much higher than the melting points of aluminium or copper. As with most alloys, the melting point of stainless steel is expressed in the form of a range of temperatures, and not a single temperature. This temperature range goes from 1,400 to 1,530°C (2,550 to 2,790°F; 1,670 to 1,800 K; 3,010 to 3,250°R) depending on the specific consistency of the alloy in question.
Conductivity
Like steel, stainless steels are relatively poor conductors of electricity, with significantly lower electrical conductivities than copper. In particular, the non-electrical contact resistance (ECR) of stainless steel arises as a result of the dense protective oxide layer and limits its functionality in applications as electrical connectors. Copper alloys and nickel-coated connectors tend to exhibit lower ECR values and are preferred materials for such applications. Nevertheless, stainless steel connectors are employed in situations where ECR poses a lower design criteria and corrosion resistance is required, for example in high temperatures and oxidizing environments.
Magnetism
Martensitic, duplex and ferritic stainless steels are magnetic, while austenitic stainless steel is usually non-magnetic. Ferritic steel owes its magnetism to its body-centered cubic crystal structure, in which iron atoms are arranged in cubes (with one iron atom at each corner) and an additional iron atom in the center. This central iron atom is responsible for ferritic steel’s magnetic properties. This arrangement also limits the amount of carbon the steel can absorb to around 0.025%. Grades with low coercive field have been developed for electro-valves used in household appliances and for injection systems in internal combustion engines. Some applications require non-magnetic materials, such as magnetic resonance imaging. Austenitic stainless steels, which are usually non-magnetic, can be made slightly magnetic through work hardening. Sometimes, if austenitic steel is bent or cut, magnetism occurs along the edge of the stainless steel because the crystal structure rearranges itself.
Magnetic permeability of some austenitic stainless steel grades after annealing 2 hours at 1050°C.

Wear
Galling, sometimes called cold welding, is a form of severe adhesive wear, which can occur when two metal surfaces are in relative motion to each other and under heavy pressure. Austenitic stainless steel fasteners are particularly susceptible to thread galling, though other alloys that self-generate a protective oxide surface film, such as aluminum and titanium, are also susceptible. Under high contact-force sliding, this oxide can be deformed, broken, and removed from parts of the component, exposing the bare reactive metal. When the two surfaces are of the same material, these exposed surfaces can easily fuse. Separation of the two surfaces can result in surface tearing and even complete seizure of metal components or fasteners. Galling can be mitigated by the use of dissimilar materials (bronze against stainless steel) or using different stainless steels (martensitic against austenitic). Additionally, threaded joints may be lubricated to provide a film between the two parts and prevent galling. Nitronic 60, made by selective alloying with manganese, silicon, and nitrogen, has demonstrated a reduced tendency to gall.
Density
The density of stainless steel ranges from 7.5 to 8.0 g/cm3 (0.27 to 0.29 lb/cu in) depending on the alloy.
TYPES
Stainless steel is classified into five main families that are primarily differentiated by their crystalline structure:
-
- Austenitic
-
- Ferritic
-
- Martensitic
-
- Duplex
-
- Precipitation hardening
Austenitic
Austenitic stainless steel is the largest family of stainless steels, making up about two-thirds of all stainless steel production. They possess an austenitic micro-structure, which is a face-centered cubic crystal structure.[46] This microstructure is achieved by alloying steel with sufficient nickel and/or manganese and nitrogen to maintain an austenitic microstructure at all temperatures, ranging from the cryogenic region to the melting point. Thus, austenitic stainless steels are not hardenable by heat treatment since they possess the same microstructure at all temperatures.
However, “forming temperature is an essential factor for metastable austenitic stainless steel (M-ASS) products to accommodate microstructures and cryogenic mechanical performance. … Metastable austenitic stainless steels (M-ASSs) are widely used in manufacturing cryogenic pressure vessels (CPVs), owing to their high cryogenic toughness, ductility, strength, corrosion-resistance, and economy.”
Cryogenic cold-forming of austenitic stainless steel is an extension of the heating-quenching-tempering cycle, where the final temperature of the material before full-load use is taken down to a cryogenic temperature range. This can remove residual stresses and improve wear resistance.
Austenitic stainless steel sub-groups, 200 series and 300 series:
i. 200 Series: chromium-manganese-nickel alloys that maximize the use of manganese and nitrogen to minimize the use of nickel. Due to their nitrogen addition, they possess approximately 50% higher yield strength than 300-series stainless sheets of steel.
i.1: Type 201: hardenable through cold working.
i.2: Type 202: general-purpose stainless steel. Decreasing nickel content and increasing manganese results in weak corrosion resistance.
ii. 300 Series: chromium-nickel alloys that achieve their austenitic microstructure almost exclusively by nickel alloying; some very highly alloyed grades include some nitrogen to reduce nickel requirements. 300 series is the largest group and the most widely used.
ii.1 Type 304: The most common is type 304, also known as 18/8 and 18/10 for its composition of 18% chromium and 8% or 10% nickel, respectively.
ii.2 Type 316: The second most common austenitic stainless steel is type 316. The addition of 2% molybdenum provides greater resistance to acids and localized corrosion caused by chloride ions. Low-carbon versions, such as 316L or 304L, have carbon contents below 0.03% and are used to avoid corrosion problems caused by welding.
Ferritic
Ferritic stainless steels possess a ferrite microstructure like carbon steel, which is a body-centered cubic crystal structure, and contain between 10.5% and 27% chromium with very little or no nickel. This microstructure is present at all temperatures due to the chromium addition, so they are not capable of being hardened by heat treatment. They cannot be strengthened by cold work to the same degree as austenitic stainless steels. They are magnetic. Additions of niobium (Nb), titanium (Ti), and zirconium (Zr) to type 430 allow good weldability. Due to the near-absence of nickel, they are less expensive than austenitic steels and are present in many products, which include:
-
- Automobile exhaust pipes (type 409 and 409 Cb are used in North America; stabilized grades type 439 and 441 are used in Europe)
-
- Architectural and structural applications (type 430, which contains 17% Cr)
-
- Building components, such as slate hooks, roofing, and chimney ducts
-
- Knife blades (type 440C)
-
- Power plates in solid oxide fuel cells operating at temperatures around 700°C (1,300°F) (high-chromium ferritics containing 22% Cr)
Martensitic
Martensitic stainless steels have a body-centered cubic crystal structure, and offer a wide range of properties and are used as stainless engineering steels, stainless tool steels, and creep-resistant steels. They are magnetic, and not as corrosion-resistant as ferritic and austenitic stainless steels due to their low chromium content. They fall into four categories (with some overlap):
a. Fe-Cr-C grades: These were the first grades used and are still widely used in engineering and wear-resistant applications.
b. Fe-Cr-Ni-C grades: Some carbon is replaced by nickel. They offer higher toughness and higher corrosion resistance. Grade EN 1.4303 (Casting grade CA6NM) with 13% Cr and 4% Ni is used for most Pelton, Kaplan, and Francis turbines in hydroelectric power plants because it has good casting properties, good weldability and good resistance to cavitation erosion.
c. Precipitation hardening grades: Grade EN 1.4542 (also known as 17-4 PH), the best-known grade, combines martensitic hardening and precipitation hardening. It achieves high strength and good toughness and is used in aerospace among other applications.
d. Creep-resisting grades: Small additions of niobium, vanadium, boron, and cobalt increase the strength and creep resistance up to about 650°C (1,200°F).
Martensitic stainless steels can be heat treated to provide better mechanical properties. The heat treatment typically involves three steps:
-
- Austenitizing: in which the steel is heated to a temperature in the range 980–1,050°C (1,800–1,920°F), depending on grade. The resulting austenite has a face-centered cubic crystal structure.
-
- Quenching: The austenite is transformed into martensite, a hard body-centered tetragonal crystal structure. The quenched martensite is very hard and too brittle for most applications. Some residual austenite may remain.
-
- Tempering: Martensite is heated to around 500°C (930°F), held at temperature, then air-cooled. Higher tempering temperatures decrease yield strength and ultimate tensile strength but increase the elongation and impact resistance.
Replacing some carbon in martensitic stainless steels by nitrogen is a recent development. The limited solubility of nitrogen is increased by the pressure electroslag refining (PESR) process, in which melting is carried out under high nitrogen pressure. Steel containing up to 0.4% nitrogen has been achieved, leading to higher hardness and strength and higher corrosion resistance. As PESR is expensive, lower but significant nitrogen contents have been achieved using the standard AOD process.
Duplex
Duplex stainless steels have a mixed microstructure of austenite and ferrite, the ideal ratio being a 50:50 mix, though commercial alloys may have ratios of 40:60. They are characterized by higher chromium (19–32%) and molybdenum (up to 5%) and lower nickel contents than austenitic stainless steels. Duplex stainless steels have roughly twice the yield strength of austenitic stainless steel. Their mixed microstructure provides improved resistance to chloride stress corrosion cracking in comparison to austenitic stainless steel types 304 and 316. Duplex grades are usually divided into three sub-groups based on their corrosion resistance: lean duplex, standard duplex, and super duplex. The properties of duplex stainless steels are achieved with an overall lower alloy content than similar-performing super-austenitic grades, making their use cost-effective for many applications. The pulp and paper industry was one of the first to extensively use duplex stainless steel. Today, the oil and gas industry is the largest user and has pushed for more corrosion resistant grades, leading to the development of super duplex and hyper duplex grades. More recently, the less expensive (and slightly less corrosion-resistant) lean duplex has been developed, chiefly for structural applications in building and construction (concrete reinforcing bars, plates for bridges, coastal works) and in the water industry.
Precipitation hardening
Precipitation hardening stainless steels have corrosion resistance comparable to austenitic varieties, but can be precipitation hardened to even higher strengths than other martensitic grades. There are three types of precipitation hardening stainless steels:
-
- Martensitic 17-4 PH (AISI 630 EN 1.4542) contains about 17% Cr, 4% Ni, 4% Cu, and 0.3% Nb.
Solution treatment at about 1,040°C (1,900°F) followed by quenching results in a relatively ductile martensitic structure. Subsequent aging treatment at 475°C (887°F) precipitates Nb and Cu-rich phases that increase the strength up to above 1,000 MPa (150,000 psi) yield strength. This outstanding strength level is used in high-tech applications such as aerospace (usually after remelting to eliminate non-metallic inclusions, which increases fatigue life). Another major advantage of this steel is that aging, unlike tempering treatments, is carried out at a temperature that can be applied to (nearly) finished parts without distortion and discoloration.
-
- Semi-austenitic 17-7 PH (AISI 631 EN 1.4568) contains about 17% Cr, 7.2% Ni, and 1.2% Al.
Typical heat treatment involves solution treatment and quenching. At this point, the structure remains austenitic. Martensitic transformation is then obtained either by a cryogenic treatment at −75°C (−103°F) or by severe cold work (over 70% deformation, usually by cold rolling or wire drawing). Aging at 510°C (950°F) — which precipitates the Ni3Al intermetallic phase – is carried out as above on nearly finished parts. Yield stress levels above 1400 MPa are then reached.
-
- Austenitic A286 (ASTM 660 EN 1.4980) contains about Cr 15%, Ni 25%, Ti 2.1%, Mo 1.2%, V 1.3%, and B 0.005%.
The structure remains austenitic at all temperatures.
Typical heat treatment involves solution treatment and quenching, followed by aging at 715°C (1,319°F). Aging forms Ni3Ti precipitates and increases the yield strength to about 650 MPa (94,000 psi) at room temperature. Unlike the above grades, the mechanical properties and creep resistance of this steel remain very good at temperatures up to 700°C (1,300°F). As a result, A286 is classified as an Fe-based superalloy, used in jet engines, gas turbines, and turbo parts.
GRADES
Over 150 grades of stainless steel are recognized, of which 15 are the most widely used. Many grading systems are in use, including US SAE steel grades. The Unified Numbering System for Metals and Alloys (UNS) was developed by the ASTM in 1970. Europe has adopted EN 10088.
CORROSION RESISTANCE
Unlike carbon steel, stainless steels do not suffer uniform corrosion when exposed to wet environments. Unprotected carbon steel rusts readily when exposed to a combination of air and moisture. The resulting iron oxide surface layer is porous and fragile. In addition, as iron oxide occupies a larger volume than the original steel, this layer expands and tends to flake and fall away, exposing the underlying steel to further attack. In comparison, stainless steels contain sufficient chromium to undergo passivation, spontaneously forming a microscopically thin inert surface film of chromium oxide by reaction with the oxygen in the air and even the small amount of dissolved oxygen in the water. This passive film prevents further corrosion by blocking oxygen diffusion to the steel surface and thus prevents corrosion from spreading into the bulk of the metal. This film is self-repairing, even when scratched or temporarily disturbed by conditions that exceed the inherent corrosion resistance of that grade.
The resistance of this film to corrosion depends upon the chemical composition of the stainless steel, chiefly the chromium content. It is customary to distinguish between four forms of corrosion: uniform, localized (pitting), galvanic, and SCC (stress corrosion cracking). Any of these forms of corrosion can occur when the grade of stainless steel is not suited for the working environment.
The designation “CRES” refers to corrosion-resistant (stainless) steel.
UNIFORM
Uniform corrosion takes place in very aggressive environments, typically where chemicals are produced or heavily used, such as in the pulp and paper industries. The entire surface of the steel is attacked, and the corrosion is expressed as corrosion rate in mm/year (usually less than 0.1 mm/year is acceptable for such cases). Corrosion tables provide guidelines.
This is typically the case when stainless steels are exposed to acidic or basic solutions. Whether stainless steel corrodes depends on the kind and concentration of acid or base and the solution temperature. Uniform corrosion is typically easy to avoid because of extensive published corrosion data or easily performed laboratory corrosion testing.
Acidic solutions can be put into two general categories: reducing acids, such as hydrochloric acid and dilute sulfuric acid, and oxidizing acids, such as nitric acid and concentrated sulfuric acid. Increasing chromium and molybdenum content provides increased resistance to reducing acids while increasing chromium and silicon content provides increased resistance to oxidizing acids. Sulfuric acid is one of the most-produced industrial chemicals. At room temperature, type 304 stainless steel is only resistant to 3% acid, while type 316 is resistant to 3% acid up to 50°C (120°F) and 20% acid at room temperature. Thus type 304 SS is rarely used in contact with sulfuric acid. Type 904L and Alloy 20 are resistant to sulfuric acid at even higher concentrations above room temperature. Concentrated sulfuric acid possesses oxidizing characteristics like nitric acid, and thus silicon-bearing stainless steels are also useful. Hydrochloric acid damages any kind of stainless steel and should be avoided. All types of stainless steel resist attack from phosphoric acid and nitric acid at room temperature. At high concentrations and elevated temperatures, attack will occur, and higher-alloy stainless steels are required. In general, organic acids are less corrosive than mineral acids such as hydrochloric and sulfuric acid.
Type 304 and type 316 stainless steels are unaffected by weak bases such as ammonium hydroxide, even in high concentrations and at high temperatures. The same grades exposed to stronger bases such as sodium hydroxide at high concentrations and high temperatures will likely experience some etching and cracking. Increasing chromium and nickel contents provide increased resistance.
All grades resist damage from aldehydes and amines, though in the latter case type 316 is preferable to type 304; cellulose acetate damages type 304 unless the temperature is kept low. Fats and fatty acids only affect type 304 at temperatures above 150°C (300°F) and type 316 SS above 260°C (500°F), while type 317 SS is unaffected at all temperatures. Type 316L is required for the processing of urea.
STANDARD FINISHES
Standard mill finishes can be applied to flat rolled stainless steel directly by the rollers and by mechanical abrasives. Steel is first rolled to size and thickness and then annealed to change the properties of the final material. Any oxidation that forms on the surface (mill scale) is removed by pickling, and a passivation layer is created on the surface. A final finish can then be applied to achieve the desired aesthetic appearance.
The following designations are used in the U.S. to describe stainless steel finishes by ASTM A480/A480M-18 (DIN):
– No. 0: Hot-rolled, annealed, thicker plates
– No. 1 (1D): Hot-rolled, annealed and passivated
– No. 2D (2D): Cold rolled, annealed, pickled and passivated
– No. 2B (2B): Same as above with additional pass through highly polished rollers
– No. 2BA (2R): Bright annealed (BA or 2R) same as above then bright annealed under oxygen-free atmospheric condition
– No. 3 (G-2G): Coarse abrasive finish applied mechanically
– No. 4 (1J-2J): Brushed finish
– No. 5: Satin finish
– No. 6 (1K-2K): Matte finish (brushed but smoother than #4)
– No. 7 (1P-2P): Reflective finish
– No. 8: Mirror finish
– No. 9: Bead blast finish
– No. 10: Heat colored finish – offering a wide range of electropolished and heat colored surfaces
PRODUCTION
Most of the world’s stainless steel production is produced by the following processes:
-
- Electric arc furnace (EAF): stainless steel scrap, other ferrous scrap, and ferrous alloys (Fe Cr, Fe Ni, Fe Mo, Fe Si) are melted together. The molten metal is then poured into a ladle and transferred into the AOD process.
-
- Argon oxygen decarburization (AOD): carbon in the molten steel is removed (by turning it into carbon monoxide gas) and other compositional adjustments are made to achieve the desired chemical composition.
-
- Continuous casting (CC): the molten metal is solidified into slabs for flat products (a typical section is 20 cm (7.9 in) thick and 2 m (6.6 ft) wide) or blooms (sections vary widely but 25 by 25 cm (9.8 in × 9.8 in) is the average size).
-
- Hot rolling (HR): slabs and blooms are reheated in a furnace and hot-rolled. Hot rolling reduces the thickness of the slabs to produce about 3 mm (0.12 in)-thick coils. Blooms, on the other hand, are hot-rolled into bars, which are cut into lengths at the exit of the rolling mill, or wire rod, which is coiled.
-
- Cold finishing (CF): depends on the type of product being finished:
-
- Hot-rolled coils are pickled in acid solutions to remove the oxide scale on the surface, then subsequently cold rolled in Sendzimir rolling mills and annealed in a protective atmosphere until the desired thickness and surface finish is obtained. Further operations such as slitting and tube forming can be performed in downstream facilities.
-
- Hot-rolled bars are straightened, then machined to the required tolerance and finish.
-
- Wire rod coils are subsequently processed to produce cold-finished bars on drawing benches, fasteners on bolt-making machines, and wire on single or multipass drawing machines.
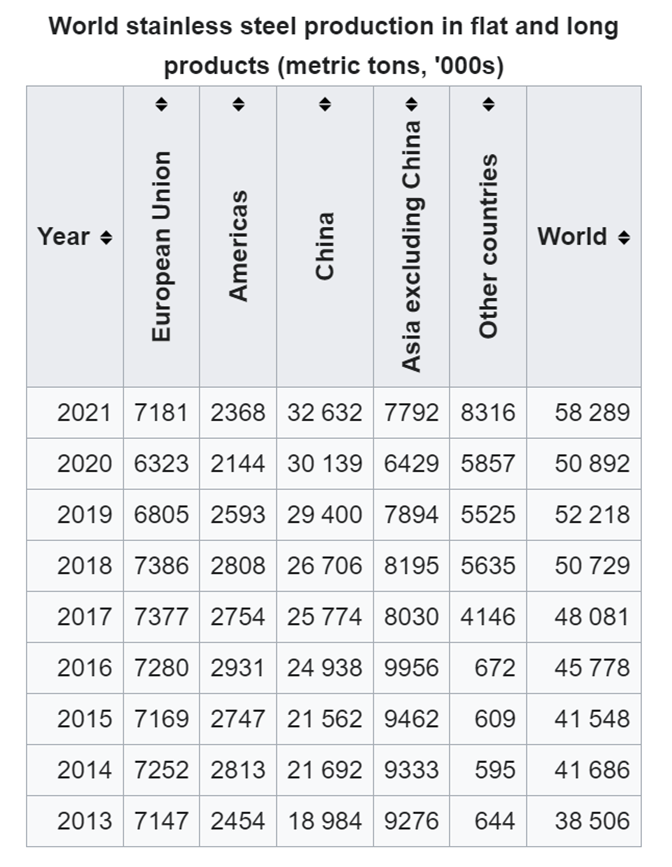
World stainless steel production figures are published yearly by the International Stainless Steel Forum. Of the EU production figures, Italy, Belgium and Spain were notable, while Canada and Mexico produced none. China, Japan, South Korea, Taiwan, India, the US and Indonesia were large producers while Russia reported little production.